Most welders used to agree that a pure tungsten electrode was crucial to obtaining the best results for gas tungsten arc welding (GTAW) aluminum, magnesium, and other alloys that required an AC arc.
But this isn¡¯t as true anymore, as the welding industry has shifted toward using inverter-based AC GTAW machines that incorporate square wave technology.
Selecting the right tungsten becomes an increasingly critical issue with inverter technology to maximize its benefits. In the past pure tungsten was the best choice for AC GTAW, but today industry experts recommend rare-earth tungsten instead of pure tungsten when using an inverter-type power source.
Square Wave Technology: The Basics
Square wave technology provides improved arc starts, more stable arcs, and balance control. With balance control, the operator can change the duration of the AC half-cycle, adjusting the electrode negative (EN) from 45 percent up to 68 percent. On early welding machines, frequency was fixed at 60 hertz, the same as the primary power.
Today¡¯s AC GTAW inverter machines have evolved in their speed, extension of AC balance control from 30 to 99 percent EN, and their capability to let you adjust the AC welding output frequency from 20 to 250 Hz.
An AC GTAW inverter machine is suitable for welding aluminum because it allows you to fine-tune the weld bead profile by controlling arc cone shape and arc force through increased balance and frequency control, providing improved directional control.
It helps to think of AC frequency control as an adjustable nozzle on a fire hose: It changes the shape and force of the water¨Cor in this case, welding current¨Cfrom a wide fan to a more focused stream. If a softer, wider arc is needed, you lower the AC frequency. If you want a more forceful, stiffer arc, you can raise the frequency.
Rare-earth Maintains Point
Until advanced square wave technology was developed, welders used pure tungsten for AC applications because it formed a smooth ball. Rare-earth tungsten electrodes, while suitable for direct current electrode negative (DCEN) applications, have a tendency to form little nodules rather than a smooth ball when used in conventional applications.
AC welding differs from DC welding (see Figure 1). In AC welding, because the current alternates between the work and the tungsten, more heat is directed at the electrode than with DCEN. This is a problem because rare-earth tungsten electrodes begin to crack and split when subjected to the heat of conventional AC welding, and the electricity¨Cor arc¨Cis emitted at various angles. Because electricity takes the path of least resistance, the arc will wander. A greater risk of tungsten inclusions to the base material also exists.
While pure tungsten exhibits the necessary balling properties for conventional AC GTAW, it doesn¡¯t hold up to heat well. Rare-earth elements¨Cthorium, cerium, and lanthanum¨Care added to tungsten to increase its current-carrying capacity, allowing it to withstand more heat and maintain a point.
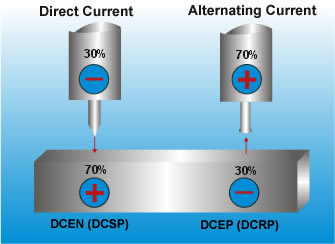
Figure 1
In DCEN mode, 30 percent of the heat goes to the electrode and 70 percent is directed at the work. In the AC mode, the current alternates between the work and the tungsten.
Using rare-earth tungsten makes sense with inverter technology because inverters take more heat off the tungsten. The inverter does this with increased balance control and adjustable AC output frequency. With less heat focused on the tungsten, balling action is minimized, and a point can be maintained on the electrode. Because a pointed electrode provides a narrow, focused arc, you can enhance arc control and direct the heat more precisely at the joint. This helps to control bead width, which directly affects distortion.
For AC welding with a GTAW inverter, the tungsten should be prepared in the same manner as for DCEN welding. Once an arc is established, the electrode shape will be determined by the AC balance and AC frequency. The higher the EN percentage and frequency, the sharper the point will remain. However, it¡¯s normal for the tip of the electrode to ball slightly while still maintaining most of the taper (see Figure 2).

Figure 2
Note the differences between these tungsten tips (from left to right): pointed, truncated, and balled. A truncated point is preferred because it provides a narrow, focused arc.
Of course, if your weld procedure specifies pure tungsten, inverters with extended balance control and AC frequency adjustment can focus heat into the weld and away from the electrode. However, the pure tungsten still will have a tendency to ball up
Experts Weigh In
In recommending rare-earth tungsten electrodes, industry experts suggest the commercially available varieties (see Figure 3). Most experts recommend ceriated and lanthanated electrodes for both AC and DC welding because of their performance and the fact that they¡¯re radiation-free. Tests have demonstrated that ceriated and lanthanated electrodes are equal to thoriated electrodes in terms of their welding properties and they can be used for almost every welding job.
You should remember that not all electrode brands are created equally. A quality electrode has uniform oxide distribution in the tungsten matrix. Finely and uniformly distributed oxides have a positive effect on such welding properties as arc stability, ignition behavior, consumption rate, and service lifetime.
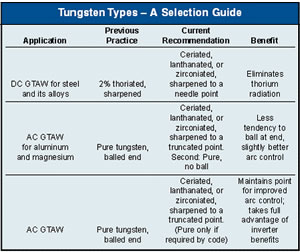
Figure 3
Differences exist even among the rare-earth tungstens (see Figure 4). As a result of the deformation process during the manufacture of electrodes, the oxides are elongated and appear in the structure as linear phases. Electrode manufacturers have instituted quality assurance checks that test a number of factors: chemical content, grain size, density, diameter, hardness, length, straightness, and roughness.
If the metal you¡¯re welding requires an inverter, one tungsten can work for almost all applications. If you¡¯re welding aluminum or magnesium with an AC inverter and use the wrong tungsten, you won¡¯t get the maximum benefits from the advanced square wave technology. Using the proper tungsten electrode is the first step in gaining the full advantages of inverter technology.
Figure 4
COLLETED BY HANNS FROM www.chinatungsten.com
¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª¡ª
Chinatungsten Online specializes in manufacturing, sourcing, importing, exporting and worldwide distribution of tungsten products. With more than 20 years experiences of tungsten business, we are now the top professional Chinese company in the fields of tungsten ore, oxide ,trioxide, acid, powder, carbide powder, tungsten carbide cutting and drilling tools, tips, insert, wear part, rare earth, tungsten heavy alloy, tungsten wire & heater, tungsten arc welding electrodes and others about tungsten. We are very proud of our highest quality, best service and most competitive price. For any further technical info or pricing on tungsten, please contact us without any hesitation.
Email: sales@chinatungsten.com Tel: +86 592 5129696 Fax: +86 592 5129797
|


